

电火花线切割加工(WEDM),也称为线切割放电加工和线切割,一根薄的单股金属线(通常为黄铜)通过工件进给,浸入介电流体槽中,通常为去离子水。电火花线切割加工经常使用于切割厚达300mm的板材,并用难以用其他方法加工的硬质金属制成冲头,工具和模具。不断从线轴进给的线材被夹持在以水喷嘴头为中心的上部和下部金刚石导轨之间。Charmilles Robofill 300使用硬质合金导轨。通常由CNC控制的导轨在x-y平面内移动。在大多数机器上,上部导轨也可以在z-u-v轴上独立移动,从而可以切割锥形和过渡形状(例如,底部为圆形,顶部为方形)。上部导轨可以控制GCode标准中的轴运动,x-y-u-v-i-j-k-l-。这使得线切割EDM可以被编程来切割非常复杂和精致的形状。上部和下部金刚石导轨的精度通常为0.004毫米(0.16密耳),使用直径为0.02毫米(0.79密耳)的金属丝可以具有小至0.021毫米(0.83密耳)的切割路径或切口,尽管平均切割切口使用Ø0.25毫米(9.8密耳)黄铜丝达到最佳经济成本,加工时间为0.335毫米(13.2密耳)。切割宽度大于电线宽度的原因是因为从电线两侧发生火花,导致工件腐蚀。这种“过切”是必要的,对于许多应用来说,它具有充分的可预测性并因此可以得到补偿(例如在微型EDM中通常不是这种情况)。线轴很长 - 一条8公斤的0.25毫米线轴长度仅跨越19公里。线径可以小至20微米(0.79密耳),几何精度不会跨越±1微米(0.039密耳)。线切割过程使用水作为其介电流体,通过滤波器和PID控制的去离子器单元控制其电阻率和其他电气特性。水从切割区冲走切割的碎屑。冲刷是决定给定材料厚度的最大进给速率的重要因素。
随着更严格的公差,多轴电火花线切割加工中心增加了多头功能,例如同时切割两个零件的多头,用于防止断线的控制,断线时的自动自攻功能以及可编程加工策略优化操作。当需要低残余应力时,通常使用线切割放电加工,因为它不需要很高的切削力去除材料。如果每个脉冲的能量/功率相对较低(如在精加工操作中),由于这些低残余应力,预计材料的机械性能几乎没有变化,虽然没有减轻应力的材料可能在加工中扭曲处理。工件可能会经历显着的热循环,其严重程度取决于所使用的工艺参数。这种热循环可能会导致在零件上形成重铸层,并在工件上形成残余拉应力。如果在热处理后进行加工,尺寸精度不会受到热处理变形的影响。
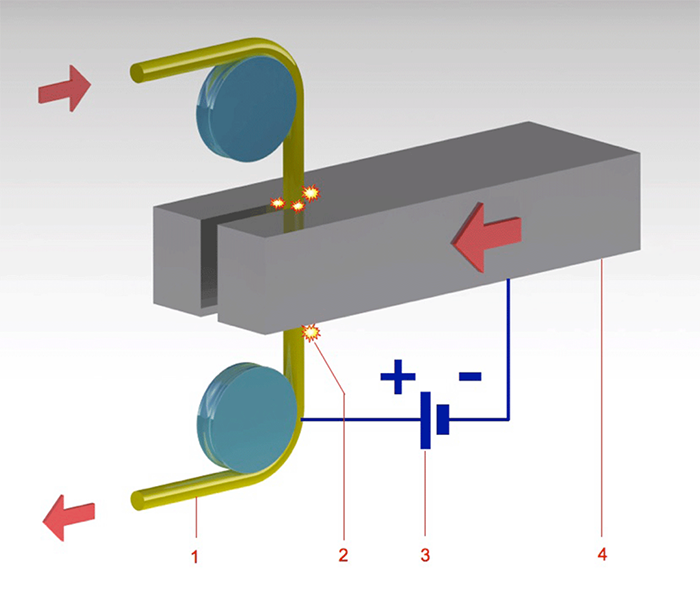
1 导线。
2 放电腐蚀(电弧)。
3 电势。
4 工件。
上一页:如何选购一台合适的电火花机床
下一页:火花机和电火花线切割机的区别
<i id='c58ce'><strike id='6e8f6'><tt id='4124e'><pre id='31df9'></pre></tt></strike></i> 




